The number of sensors in modern vehicles has grown rapidly in recent years as automakers want to improve monitoring and feedback on critical automotive powertrain, stability and safety applications. Many of these sensors, especially those in the hood, must have the robustness and reliability to operate at extremely high operating temperatures. To meet these challenges, the latest mixed-signal semiconductor technology enables people to create integrated sensor interface ICs for harsh automotive electronics temperatures to greatly simplify the implementation of sensor applications.
This article refers to the address: http://
Automotive electronics is designed to meet consumer demand for greater safety, confidentiality and comfort, thus stimulating the growth of the automotive sensor market. In addition, in order to functionally comply with new requirements of government regulations for airbags or passive safety, sensors are also essential. Further, according to recent research, the number of sensors in automobiles is expected to reach 45% from now to 2010.
Sensor interface
The growth of in-vehicle sensors is igniting the demand for automotive electronics around them. In essence, the main problem is that sensors use a variety of electronic features such as resistors and capacitors to measure analog signals, including temperature, pressure, speed, acceleration, and Gas concentration. However, a primary microcontroller (MCU) that interprets the sensor and reacts to the information may require digital signal input. Therefore, a signal conditioning circuit is required between the sensor and the MCU that captures the analog signal of the sensor, filters it, amplifies it, and converts it into a digital signal that can be interpreted by the microcontroller. In recent years, such circuits have increasingly adopted sensor interface ICs or SI2Cs.
The growth in in-vehicle sensors has spurred demand for SI2C, but the typical microcontrollers deployed in these applications have limited capabilities and it is difficult to manage all signals from various sensors. As the number of automotive controllers has increased, distributed intelligence has emerged, with processing and management overhead being delegated to the sensor interface IC.
At the same time, the spatial constraints limit the physical size of the SI2C unit of the circuit. However, today's functional, performance and space issues can be solved by applying intelligent mixed-signal semiconductor technology, allowing all automotive module functions to be integrated into a single IC.
Integrating application functions on a single chip allows the chips to be placed directly near the sensors they manage. The close proximity means that a shorter cable is required in the car? A cable that only needs to carry information on the vehicle network bus between the modules. The cable has been shortened and the weight of the vehicle has been reduced accordingly. This is one of the advantages of the standard in-vehicle network, which further reduces fuel consumption and emissions of harmful substances. The disadvantage of this is that SI2C is too close to the sensor compared to traditional, larger component solutions with discrete components, often meaning that the interface IC is exposed to a much harsher environment.
For example, from a temperature point of view, the IC may be exposed to a higher operating environment than ambient temperatures of 40 to 125 C automotive standards. It is important to remember here that the key consideration for semiconductor devices is the ability to handle the temperature rather than the ambient temperature. The difference between the chip and the ambient temperature is called the dissipation temperature, and the typical range is 15 to 25C. This means that the maximum operating temperature of the car is rated at 140C, which is equivalent to a maximum operating temperature of 165C.
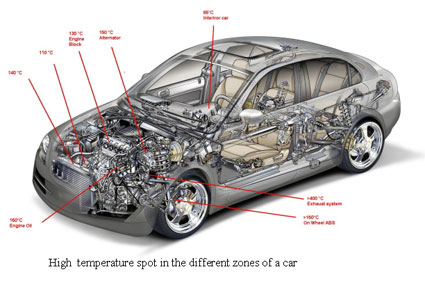
In addition, recent studies by first-tier automotive suppliers have shown that the ambient temperature near the exhaust system is above 175C, and the corresponding junction temperature of the chip placed in the area is even higher (see the figure below). Therefore, the design engineers of automotive SI2C semiconductors must adopt a more complicated development method because the heat dissipation of the circuit is monitored to prevent the chip from overheating during peak temperature operation.
Complex dependencies
The following examples illustrate the effects of high temperature complexity on integrated circuits. The temperature dependence of the threshold voltage of the non-volatile memory (NVM) unit can be seen over the temperature range of the application. Obviously, it is important to consider this temperature dependence when designing the circuit. Before the SI2C circuit design is completed, models of transistors and other components are created to allow engineers to simulate the behavior of the entire circuit over the operating temperature range.
In addition to the design process, semiconductor reliability engineers must adapt their qualification steps to the temperature application requirements. The picture below shows a clear temperature profile that must be provided to the user in order to establish a special IC qualification program.
Peak temperature conditions often occur during less than 10% of the vehicle's useful life cycle, and the results of the 1,000-hour routine life test performed on the maximum operating ambient temperature are nearly intact. However, sometimes higher temperatures are required to be tested for longer periods of time and, as part of the IC qualification process, the precise characteristics of the extended working life test pressure are specified.
Other issues of concern are temperature-dependent electromigration effects. Electromigration comes from the exchange of momentum between conducting electrons and diffusing metal atoms and has a direct impact on the mean time to failure. In ICs, electricity is conducted through a strip of film that is in direct contact with an effective heat sink, since most of the heat generated by the current is conducted into the chip, and the thin film conductor can withstand a current density of up to 1 mA/cm2. At such current densities, electromigration is large. The initial solution consisted of using alloyed aluminum containing up to 4% copper to increase the resistance of the metal conductor to electromigration. This design has changed and should be attributed to process considerations, but 0.5% copper is still commonly used in alloy aluminum.
Manufacturing conditions
Of course, not only does the chip have to withstand the effects of high operating temperatures, the entire board must work reliably under worst-case conditions. Although the use of SI2C can reduce the number of components and interconnects, there are still interconnections between different components on the board. These connections are naturally reliable. Therefore, tin-silver-copper (SnAgCu) alloys have recently been used for lead-free soldering; at 150C or above, silver-copper-bismuth (SnAgCuBi) is recommended instead of conventional tin-lead solder (SnPb). Therefore, the manufacturing process technology of circuit boards and components must be designed according to the vibration, noise and temperature requirements of the automotive environment.
Dongguan Fangbei Electronic Co.,Ltd , https://www.connectorfb.com